




Armas Perú › Foros › Tiro Defensivo Peru – El Rincon de Tomate › Como se fabrican las vainas
- Este debate está vacío.
-
AutorEntradas
-
junio 20, 2009 a las 12:26 am #17191
Tomate©
MiembroComo todos sabemos las vainas son la base de los sistemas de armas tal como los conocemos hoy día, son los elementos que han hecho posible el semiautomatismo y automatismo en armas.
Si bien parece un pequeño, simple y descartable elemento, en realidad no es tan así y tiene un elaborado y sofisticado proceso de fabricación que intentaré traerles para que conozcamos un poco más de cómo se hacen nuestras armas y municiones.Características:
¿Qué es lo que debe tener un vaina para realizar el trabajo en el momento del disparo?.
Hay tres cosas fundamentales, resistencia, elasticidad y “memoria”, resistencia para soportar las presiones y temperaturas que se generan al momento del disparo y elasticidad para que al incrementarse la presión dentro de la cámara de combustión del cartucho, la misma pueda estirarse sin romper y sellar así la recámara para que los gases de la deflagración no escapen por las paredes de la misma y “memoria” de material para que cuando las fuerzas generadas por la presión y temperatura de la deflagración cesen, la vaina pueda retomar su forma original, despegarse de las paredes de la recámara y permitir su extracción.Fundamentos:
Algunos recordarán de la escuela que los procesos de deformación de la materia pueden dividirse en periodos, un periodo Elástico, uno Plástico y la Rotura.
Estos periodos de la materia son los que permiten la fabricación y utilización de la vaina, estas se hacen aprovechando las propiedades plásticas del material de fabricación y funcionan utilizando las propiedades elásticas del material ( ya procesado) en el funcionamiento.Periodo Elástico:
Es aquel en donde las deformaciones del material, ante la aplicación de una fuerza, son transitorias y duran el tiempo que actúan sobre el material las fuerzas que lo producen.
Esto significa que si aplico una fuerza determinada sobre un material cualquiera el mismo se doblará o deformará pero al momento en que la fuerza deje de actuar el material volverá a su forma original, como si nada hubiera pasado.
Por ejemplo pensemos en un hilo de alambre de 10 o 15 cms de largo y grosor estándar, de estos que se encuentran en cualquier parte, si lo tomo por los extremos y lo doblo un poco, este se arqueará, al dejar de hacer presión en las puntas el alambre se enderezará y quedará con la misma forma que antes de aplicar dicha fuerza.
Esto ocurre porque la fuerza aplicada no excede la capacidad elástica del alambre.Periodo Plástico:
Es aquel donde las deformaciones del material ante la aplicación de una fuerza son permanentes.
Significa que si aplico una fuerza determinada sobre un material cualquiera este se doblará o deformará de manera que al momento en que la fuerza deje de actuar el material quedará con la nueva forma adquirida por la acción de dicha fuerza.
Volvamos al ejemplo del alambre, si lo tomo por los extremos y lo doblo con fuerza suficiente para superar el periodo elástico, este se deformará (adquiriendo una forma de U) de manera que al soltarlo no podrá retomar su forma original, quedando de esta manera hasta que yo vuelva a modificarlo.
Esto ocurre porque la fuerza aplicada excede la capacidad elástica del alambre y produce deformaciones permanentes.Rotura:
Es aquel punto donde las deformaciones del material, ante la aplicación de una fuerza determinada, superan la resistencia del material y este se rompe diciéndose.
Si vamos al ejemplo del alambre aplico fuerza que supere el periodo elástico y el plástico, sigo aumentando el valor de la fuerza hasta superar la cohesión del material y el alambre terminará rompiéndose.Método:
La vaina es fabricada aprovechando las propiedades plásticas del material, lo que permite deformarlo por medio de golpes y presión para ir conformando el producto final.
En medio de los estiramientos se van realizando procesos de recocido para reordenar la estructura interna del material y que este no pierda propiedades o se rompa en el proceso o después de fabricado en el uso.Materiales:
Como Uds. saben las vainas se han fabricado y se fabrican de diferentes materiales (hierro, Latón, plástico, Aluminio, Cartón etc.), pero el más utilizado en nuestros países y el que vamos a ver a lo largo de este trabajo es el Latón Militar, material que está compuesto por Cobre (Cu) y Zinc (Zn), a su ves se acompaña al nombre la cantidad de cada uno de estos elementos que contiene la aleación utilizada, por ejemplo 70/30 ó 90/10 (70% Cu y 30% Zn ó 90% Cu y 10% Zn).
Cuanto mas Cu tenga mas elástico será el material y cuanto mayor porcentaje de Zn tenga, más rígido.
En general el latón 70/30 se utiliza para fabricación de vainas y el 90/10 es utilizado para los encamisados de las puntas.
Es fundamental que el material utilizado para la fabricación cumpla con rigurosos requisitos de elasticidad, plasticidad, resistencia y estructura molecular.
Imaginemos un material sin las debidas propiedades plásticas y se quiebre en la primera estirada con los consiguientes inconvenientes en la línea de producción y desperdicio de materiales, perdida de tiempo, corte de la continuidad de fabricación y lo que es peor mala calidad del producto terminado, lo que redundaría en posibles accidentes, grandes pérdidas y el consiguiente desprestigio de la marca.Control de Calidad:
Todo comienza con la recepción del material y los controles necesarios que aseguren tendrá un correcto comportamiento en el proceso y una excelente calidad del producto terminado.
Lógicamente no voy a describir todos los procesos de control a que se somete el material en cuanto a dimensiones, Tracción, Resistencia, Fluencia, Alargamiento, Tamaño de grano, Embutizaje y dureza.
Pero hay dos que considero imprescindible, el de tracción y Tamaño de grano (molecular).Tracción:
Este ensayo es indispensable para medir si las propiedades del latón que el fabricante declara coinciden con el producto que tenemos entre manos.
Se hacen una Probeta rectangular del material a ensayar según normas IRAM (o SAAMI) a las que se les marcan dos líneas distanciadas por 100 mm una de otra y con el centro de la probeta a 50 mm de cada una a su vez ambas marcas deben tener la misma distancia hasta la mordaza de la maquina tractora.
Se le dá tracción a la probeta lentamente y se observa como se estira la distancia entre las líneas. Debe tener un estiramiento mínimo de 40% (o sea que las marcas en la probeta terminan a 140 mm una de otra) pero usualmente llegan a un 60% aprox. (160 mm. de distancia) si la probeta se rompe antes de alcanzar los valores mínimos de estiramiento se rechaza el material sin más trámite.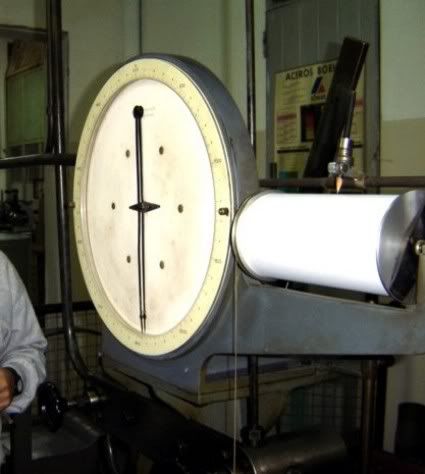
En esta imagen se observa el indicador de fuerza aplicada (kg/cm2) en forma de reloj y el rodillo horizontal que tiene el lápiz en la parte superior con el que traza la curva de tracción, a medida que el rodillo gira relacionado a las fuerzas aplicadas.
Aquí es donde la cosa sucede, la probeta al límite de su resistencia, ya se observa la estricción previa a la rotura en el centro y el cambio de coloración del material en la zona, en la parte baja de la probeta se aprecia la línea de guía, la superior no se ve por la iluminación de la fotografía.

La rotura ya ha sucedido, se observa la línea superior de la marca inicial, se juntan las mitades y se miden.Tipo de Grano:
La granulación del material es importantísima para los proceso que vendrás por lo tanto esta en un análisis microscópico deben coincidir con un patrón preestablecido.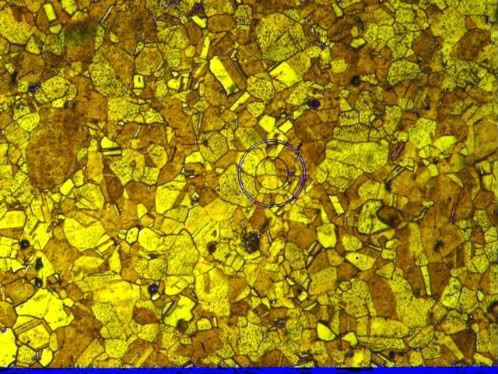
El material al microscopio, así se ve.Fabricación:
Una vez pasados satisfactoriamente los controles de calidad, el material entra directamente al proceso de fabricación. Vamos a seguir el proceso de vainas 9×19 que se realiza en la Fábrica Militar de Municiones Fray Luis Beltrán (http://www.fab-militares.gov.ar/) cercana a mi ciudad y el material fotográfico que acompaña fué obtenido de diversas visitas personales o durante el curso realizado en el CesBa (http://www.cesba.com.ar/) hechas a las instalaciones y material publicitario de la misma Fábrica.Copa:
Partiendo de la cinta de material se hacen copas según el cartucho a fabricar es el tamaño de estas, luego se les da un recocido para aliviar tensiones de fabricación y un tratamiento superficial.Estiras:
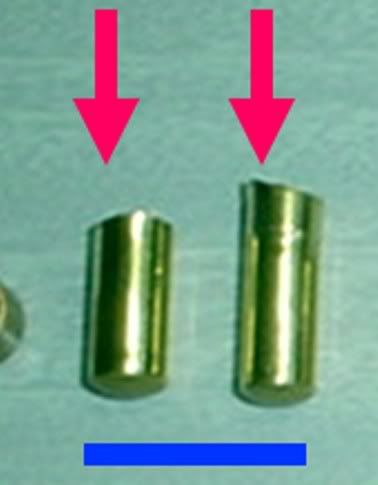
Partiendo de las copas se estiran las mismas de manera progresiva, los procesos de estira son 2 separados por un recocido para aliviar tensiones.1º Corte en Largo:
Como se puede ver las futuras vainas están bastante alargadas, por lo que se deben recortar a medidas aproximadas para su mejor manejo durante el proceso, esta medida no puede ser definitiva porque en los siguientes procesos se estirará aún más la vaina
La futura vaina es solo un cilindro por ahora pero ya va tomando forma.Distensionado:
La futura vaina es recocida para acomodar las moléculas del material y afrontar los siguientes pasos de su fabricación.
No parece haber diferencia con la foto de arriba pero es un paso de fabricación imprescindible.Alojamiento de Capsula y Marcado:
En este paso se talla el orificio donde se alojara la capsula iniciadora (fulminante) y se le aplican las marcas de fabricante (En este caso FMFLB) año de fabricación (0x) y la inscripción que identifica el calibre (9×19),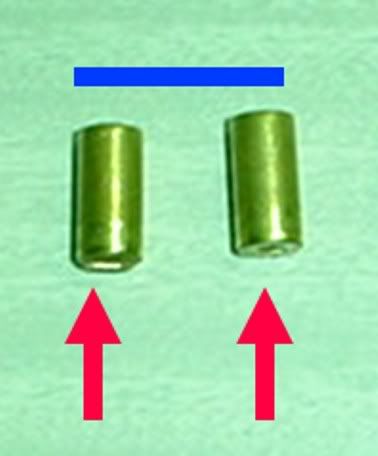
El orificio se observa en la fotografía, les debo el marcajeConificado:
Como sabemos la vaina de 9×19 es ligeramente cónica así que hay que hacerlo.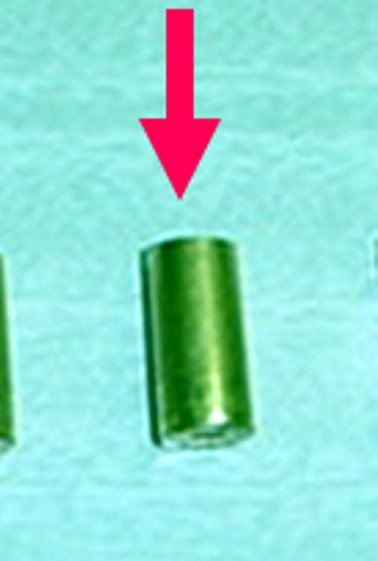
La vaina cilíndrica se fuerza en una matriz cónica que le da las dimensiones correctas.Perforado del oído:
Ya hicimos el alojamiento ahora se lo debe comunicar con el volumen interno de la vaina.
Una cosa muy interesante es que el control de calidad se hace soplando aire en las vainas ya perforadas, si levanta presión es que el orificio esta obstruido o mal hecho y se descarta.
No hay diferencia aparente con la foto de arriba pero créanme que aquí ya esta hecho el oído.Largo definitivo, Torneado y control dimensional:
En este paso se tornea la ranura para la uña extractora, se le da el largo definitivo a la vaina y se realiza el control dimensional de todas las medidas de la vaina.
Ahora sí parece una vaina ¿no?Capsulado e Inspección visual:
En este paso se le coloca el iniciador y se hace el último control del tipo visual y definitivo, de aquí va a la carga y construcción final de la munición que usaremos en nuestras armas.
Listo!!! Una pinturita ¿no?Aquí el resultado final, vean y babeen

Arriba el cajón donde caen las puntas terminadas y abajo el de vainas.Todo junto:

Una vista del lo descripto en secuencia y en un solo plano.Otros procesos:
Les dejo un par de imágenes de otros procesos que me parecen pueden interesarles..30 DEFA:

Cartuchos de Escopeta Plásticos:

Calibre .22LR:
La fabricación de munición .22 es similar a la que detallamos arriba en cuanto a los procesos de estiramiento, marcajes de culotes, con la diferencia que la conformación de la vaina es casi todo el proceso ya que se le agrega el iniciador y de ahí pasa a la cargadora y de ahí el cartucho terminado.Estira:
El proceso de estirado se hace directamente sobre la cinta que va corriendo dentro de la maquina y cuando se cortan las vainas es ya para los procesos finales.
Se observa como va siendo deformada la cinta sólida (izquierda) para terminar en los tubitos que serán las futuras vainas (derecha), los agujeros más grandes de los costados son los de tracción y funcionan como las hojas de las impresoras de aguja una rueda dentada entra en los agujeros y en cada movimiento avanza un paso la cinta de latón.
Lo mismo que arriba pero recién sacado de la maquina.Punta:
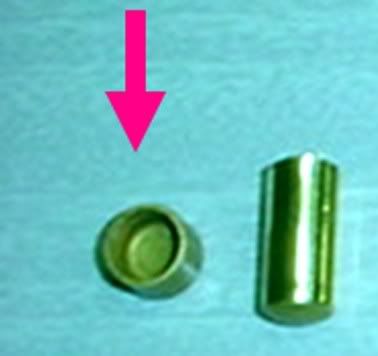
Las puntas del .22 se hacen partiendo de un hilo o alambre de plomo, que se prefragmenta en pequeños pedazos llamados preforma y se embute en la matriz.
Se aprecian el alambre y las preformas, a la derecha la preforma cobreada para las puntas idem.Hasta aquí llegamos, espero les haya gustado y si olvido u omito algún paso pido mil disculpas anticipadas, si bien manejo bastante los procesos, puede que haya algún error, no es fácil pasar todo al papel.
Quisiera que este sirva de humilde homenaje a las personas que me permitieron observar todo esto, aprender de ellos y poder traérselos a Uds.
Mis amigos de FM FLB y la gente de CesBa con los que me une una amistad que lleva años y ha sido un honor y un privilegio para mí.Un fuerte abrazo a mis amigos de TDP.com
Saludos desde Rosario, Argentina
Tomate©
q=) -
AutorEntradas
- Debes estar registrado para responder a este debate.




